Soddisfare gli standard ISO Nella produzione degli aghi ipodermici
Il termine “Ipodermico” deriva dal Greco “sotto la pelle” e “cannula” (l’ago stesso) dal latino “piccola canna”. Sviluppati a metà del XIX secolo, gli aghi ipodermici svolgono un ruolo essenziale dell’assistenza sanitaria. Qualsiasi dispositivo medicale che deve penetrare la pelle, è sottoposto a controlli con rigorosi standard qualitativi. Raggiungere alti livelli di qualità, per gli aghi ipodermici, permette che qualsiasi fluido venga somministrato o estratto in modo accurato e facendo sentire i pazienti a proprio agio. Per gli aghi ipodermici ci sono 2 ISO principali che devono essere rispettate per garantire la qualità durante il processo di produzione: ISO 9626 e ISO 7864.
L’elevato numero di aghi prodotti, e le velocità dei cicli produttivi impongono l’utilizzo di sistemi automatizzati per i processi di ispezione e test. La presente nota applicativa vuole esaminare gli standard ISO e come le aziende possono soddisfarli, utilizzando sistemi ottici e di visione per il controllo di campioni durante il processo produttivo.

ISO 9626 e ISO 7864
ISO 9626 definisce gli standard e i test per gli aghi ipodermici in acciaio inossidabile e viene applicata anche ad altri dispositivi medicali a singolo Lumen, in metallo. ISO 7864 definisce i requisiti e i test per l’ago stesso. Le normative riguardano i materiali, la finitura superficiale e l’aspetto visivo, i limiti di acidità e alcalinità, la designazione della misura, le dimensioni, la rigidità, la resistenza alla rottura e alla corrosione.
Materiali
Prima che la produzione possa partire, il materiale stesso deve soddisfare dei requisiti delineati nella ISO 15510. Questa normativa definisce le composizioni chimiche del materiale. La leghe più comunemente utilizzate sono acciaio inossidabile di grado 304 e 316. Questo è versatile e facile da lavorare, soddisfa tolleranze precise, resiste alla corrosione e può essere sottoposto a rigidi metodi di sterilizzazione senza problemi.
Ispezioni per soddisfare le normative ISO 9626 e ISO 7864
Finitura superficiale, aspetto visivo, pulizia
La finitura superficiale esterna del tubo viene normalmente ispezionata. Deve essere liscia e priva di difetti, pulita e senza residui di lavorazione; il tubo deve essere dritto e con una rotondità uniforme. Le normative relative a queste caratteristiche sono necessarie affinché l’ago funzioni in modo ottimale, senza influire sul farmaco/preparato o causare problemi al paziente. Per soddisfare gli standard in questa fase, è possibile usare un sistema ottico o digitale. Oltre all’ispezione, questi sistemi infatti offrono la possibilità di acquisire immagini per creare rapporti o documentare un lotto di materiali. Il sistema ottico è la soluzione preferita, in quanto offre percezione della profondità e immagini stereo, utili durante la lavorazione del pezzo. Un sistema di ispezione dotato di un prisma per la visione obliqua a 360°, aiuta maggiormente in quanto permette di non toccare il pezzo ma di avere comunque una visione a 360° dell’area da ispezionare.
Designazione della misura e dimensioni
La ISO 9626 definisce la dimensione dell’ago in base al valore del diametro esterno nominale (OD), minimo e massimo e lo spessore della parete. Quest’ultimo valore, determina la portata e la forza necessarie per l’immissione e l’estrazione dei liquidi. La ISO 7864 definisce la dimensione per gli aghi tubolari e conici, la lunghezza e gli spessori delle pareti per determinare il calibro. L’utilizzo di un sistema ottico per misurare il diametro esterno (OD), permette di avere notevoli vantaggi, come una maggiore precisione, la ripetibilità, la riproducibilità e la capacità di ispezionare una porzione lunga dell’ago. I sistemi con rilevamento automatico dei bordi aiutano inoltre ad avere misurazioni coerenti anche se eseguite da diversi operatori.
La lunghezza dell’ago può essere misurata rapidamente con un sistema di misura FOV (misura all’interno del campo visivo); questo viene programmato con il valore nominale e fornisce rapidamente il risultato positivo/negativo (passa/non passa). Quando gli aghi sono più lunghi del campo visivo, questi possono essere comunque misurati grazie alla tavola di misura manuale o motorizzata.
Per definire la qualità di un ago sono necessarie diverse misurazioni. La seguente funzione identifica le sue caratteristiche: OD (punta)/OD (innesto) x lunghezza.
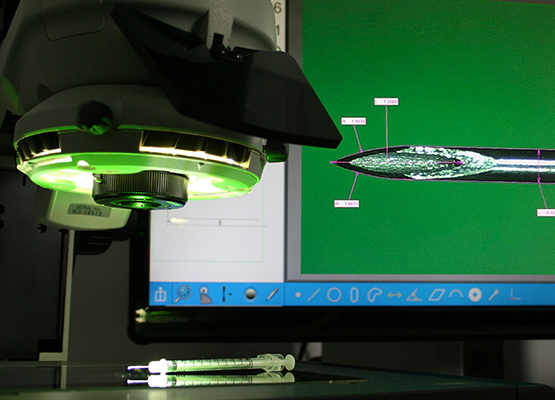
Punta dell’ago
Durante la produzione, la punta dell’ago viene rettificata. L’ago finito deve essere privo di bave sui taglienti (esterno) e sui bordi (interno) che spesso sono prodotte dal processo di lavorazione. La presenza di bave (anche piccole) provoca maggiore dolore e una guarigione più lunga per il paziente. Per verificarne la presenza/assenza è necessario eseguire delle ispezioni.
I sistemi di visione sono anche usati per misurare l’angolo di smussatura della punta dell’ago. Questo angolo determina l’affilatura dell’ago – molto importante per le sue prestazioni. Più un ago è appuntito, meno traumi ci sono.
I sistemi di misurazione che utilizzano ottiche telecentriche a campo piatto e illuminazione regolabile, aiutano a creare un’immagine nitida e a mettere a fuoco sia lo smusso che la punta dell’ago allo stesso tempo. Avere diversi range di illuminazione è fondamentale quando si misura una superficie riflettente come il metallo. Se ispezione, sbavatura e misura devono essere eseguite insieme, i sistemi di misurazione ottici e video sono l’ideale.
Rigidità e Resistenza alla rottura
E’ essenziale conoscere la resistenza e l’integrità dell’ago per prevedere come reagirà alla forza e scoprire i punti deboli. I test di flessione misurano la probabilità che l’ago si pieghi o deformi in modo permanente durante l’uso; i test di trazione misurano la forza dell’ago quando una certa tensione viene applicata ad una certa velocità; i test di puntura verificano l’affilatura della punta e l’uniformità del corpo dell’ago. Eseguire tutti questi test garantisce l’integrità costante del materiale e l’ispezione precedente i test, permette di identificare le eventuali modifiche.
Resistenza alla Corrosione
L’acciaio inossidabile di grado 304 e 316 è il materiale perfetto per le applicazioni medicali. Questa lega è naturalmente resistente alla corrosione e questo permette di conservare gli aghi in diverse condizioni e di riutilizzarli anche dopo una sterilizzazione vigorosa. Il test per verificarne la resistenza, prevede di sottoporre il metallo a varie soluzioni corrosive e di ispezionarlo. Gli aghi che non superano il test di resistenza alla corrosione possono consentire la crescita di microrganismi patogeni, essere più dolorosi o rompersi. Per verificare la corrosione dell’ago è necessaria un’ispezione ottica o digitale ad alto ingrandimento.
Innesto dell’ago
L’innesto è la parte dell’ago opposta alla punta che si collega alla siringa o ad altri componenti. Durante l’ispezione è necessario verificare la parte conica che si accoppia con la siringa e la colorazione dell’innesto. Secondo la normativa ISO 6009 l’innesto può essere con o senza pigmentazione, e sempre secondo la normativa il colore indica il calibro dell’ago.
L’innesto deve essere ispezionato per controllare se ci sono difetti e misurato per verificare l’accoppiamento con l’ago. I sistemi in grado di fornire un risultato rapido passa/non passa sono ideali. L’ago è fissato all’innesto con un adesivo; usando un sistema di ispezione ottico o digitale sarà possibile esaminare la quantità di colla e rimuovere il materiale fissante in eccesso.
I nostri clienti usano questi sistemi:
Sistemi di Ispezione Stereo
- Lynx EVO con telecamera e prisma per la visione obliqua
- DRV-Z1 visualizzatore digitale 3D che permette di condividere in tempo reale immagini e video in diverse parti del mondo
Sistema di Ispezione Digitale
- EVO Cam ll con opzione prisma per visione obliqua
Sistemi di Misura
- TVM Sistema per la misura rapida nel campo visivo
- Swift PRO DUO Sdoppio sistema di misura Ottico e Video
